Two processing methods of hypoid gears
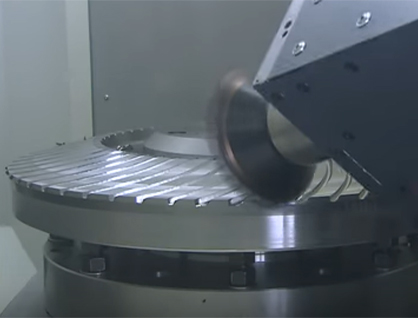
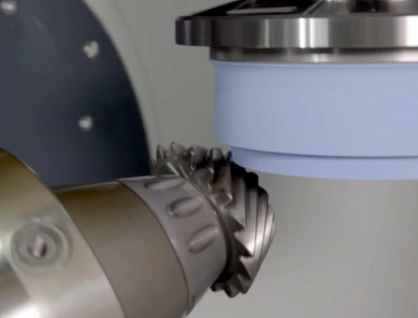
The hypoid bevel gear was introduced by Gleason Work 1925 and has been developed for many years. At present, there are many domestic equipments that can be processed, but the relatively high-precision and high-end processing is mainly made by foreign equipment Gleason and Oerlikon . In terms of finishing, there are two main gear grinding processes and lapping processes, but the requirements for the gear cutting process are different .For the gear grinding process, the gear cutting process is recommended to use face milling, and the lapping process is recommended to face hobbing .
The hypoid gear gears processed by the face milling type are tapered teeth, and the gears processed by the face hobbing type are equal height teeth, that is the tooth heights at the large and small end faces are the same.
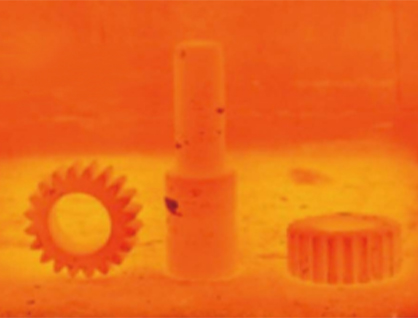
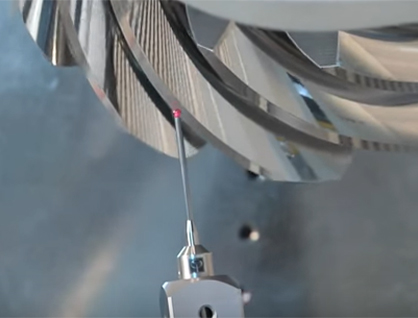
The usual processing process is roughly machining after preheating, and then finishing machining after heat treat. For the face hobbing type, it needs to be lapped and matched after heating. Generally speaking, the pair of gears ground together should still be matched when assembled later. However, in theory, gears with gear grinding technology can be used without matching. However, in actual operation, considering the influence of assembly errors and system deformation, the matching mode is still used.