





Hot New Products Hypoid Gear Supplier - Hypoid Bevel Gear Used In Medical Devices Electric Wheelchair – Belon Detail:
How to produce hypoid bevel gears ?
Two processing methods of hypoid gears
The hypoid bevel gear was introduced by Gleason Work 1925 and has been developed for many years. At present, there are many domestic equipments that can be processed, but the relatively high-precision and high-end processing is mainly made by foreign equipment Gleason and Oerlikon . In terms of finishing, there are two main gear grinding processes and lapping processes, but the requirements for the gear cutting process are different .For the gear grinding process, the gear cutting process is recommended to use face milling, and the lapping process is recommended to face hobbing .
The gears processed by the face milling type are tapered teeth, and the gears processed by the face hobbing type are equal-height teeth, that is, the tooth heights at the large and small end faces are the same.
The usual processing process is roughly machining after pre-heating, and then finishing machining after heat treat. For the face hobbing type, it needs to be lapped and matched after heating. Generally speaking, the pair of gears ground together should still be matched when assembled later. However, in theory, gears with gear grinding technology can be used without matching. However, in actual operation, considering the influence of assembly errors and system deformation, the matching mode is still used.
Manufacturing Plant
China the first one to import USA UMAC technology for hypoid gears .




Production Process

Raw Material

Rough Cutting

Turning

Quenching And Tempering
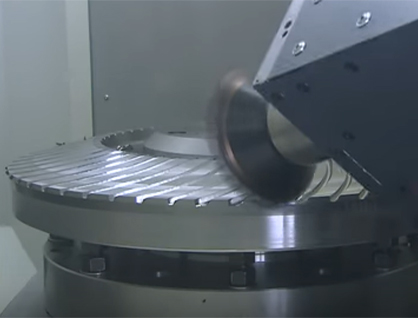
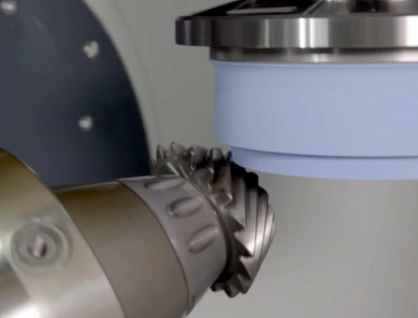
Gear Milling
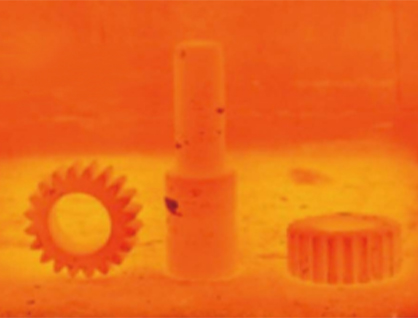
Heat Treat
Gear Grinding
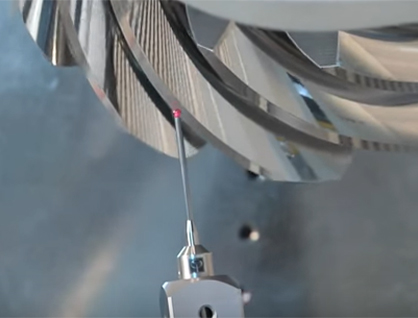
Testing
Inspection

Reports
We will provide compete quality reports to customers before every shipping like dimension report ,material cert ,heat treat report ,accuracy report and other customer’s required quality files .
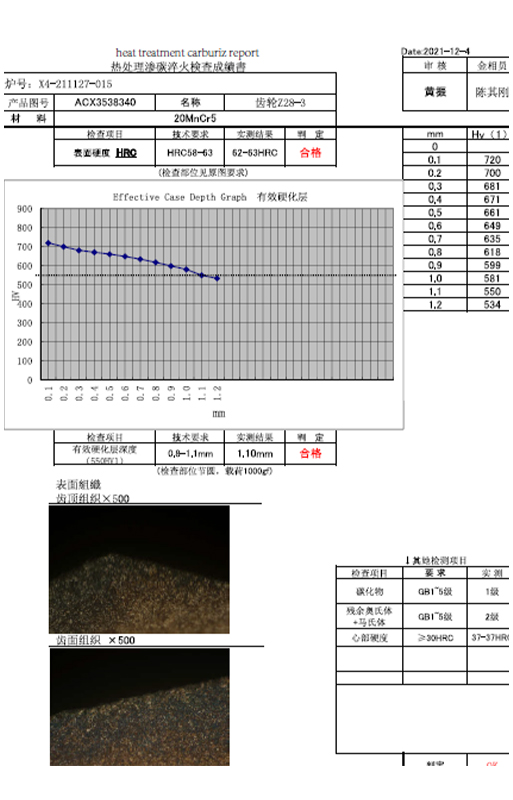
Heat Treat report
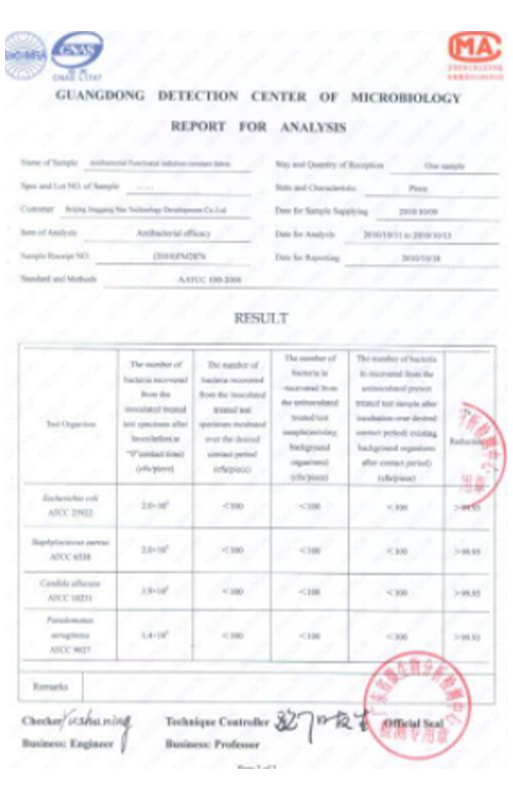
Flaw Detection report
Packages
Inner Package

Inner Package

Carton

Wooden Package
Our video show
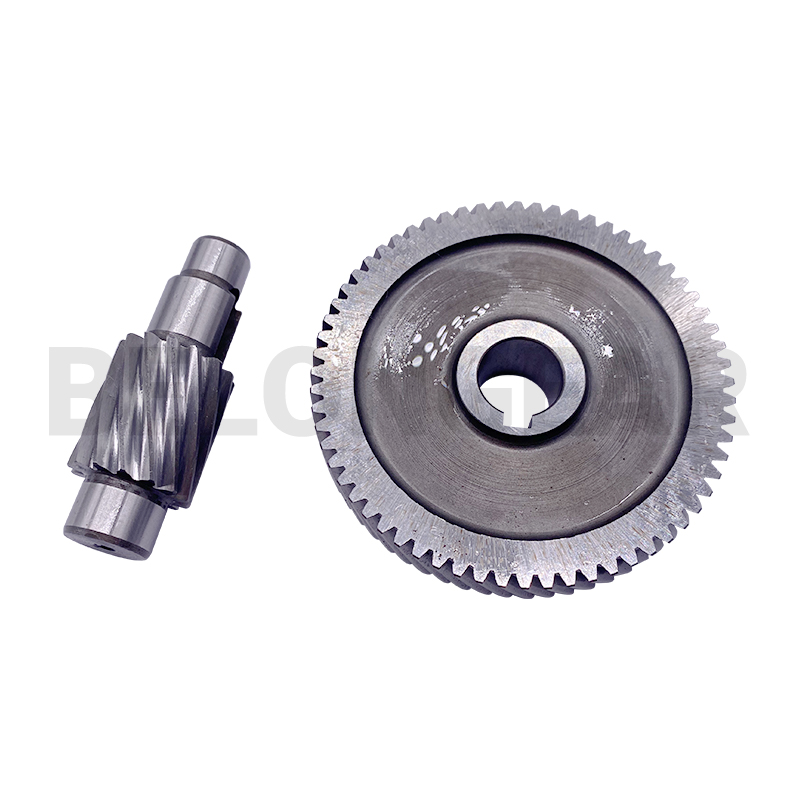
Hypoid Gears
Km Series Hypoid Gears For Hypoid Gearbox
Hypoid Bevel Gear In Industrial Robot Arm
Hypoid Bevel Gear Milling & Mating Testing
Hypoid Gear Set Used In Mountain Bike
Product detail pictures:


Related Product Guide:
Gaining client pleasure is our company's aim without end. We are going to make excellent efforts to create new and top-quality goods, meet your special requirements and provide you with pre-sale, on-sale and after-sale companies for Hot New Products Hypoid Gear Supplier - Hypoid Bevel Gear Used In Medical Devices Electric Wheelchair – Belon , The product will supply to all over the world, such as: Detroit, Serbia, Brisbane, Our business activities and processes are engineered to make sure our customers have access to widest range of products with the shortest supply time lines. This achievement is made possible by our highly skilled and experienced team. We look for people who want to grow with us around the globe and stand out from the crowd. We now have people who embrace tomorrow, have vision, love stretching their minds and going far beyond what they thought was achievable.
Speaking of this cooperation with the Chinese manufacturer, I just want to say"well dodne", we are very satisfied.
Similar Products
-

factory low price Internal External Gear - Mod...
-
PriceList for Nmrv Gearbox - Helical Gear Modu...
-

Manufacturer for Straight Tooth Gears - Spur G...
-

Short Lead Time for Bevel Gear Supplier - indu...
-
High Quality Pinion Gear - Spur Gear Used In T...
-

PriceList for Hypoid Definition - Hypoid Gear ...